| News | 2003年12月26日 08:30 PM 更新 |
バイオ505エクストリーム「基板開発物語」(2/2)
CADによるシミュレーションで「101%」と判定された基板レイアウトをどのように詰めていったのだろうか。VAIOのWebページでは、「1100個ぐらいの部品を1個1個手作業で配置しました」と紹介されている。なんと、人間の能力が機械シミュレーションを超えてしまったのか。
「機械のシミュレーションに今回人間が行った作業範囲が入力されていれば、機械のほうが早く計算できるだろう。しかし、シミュレーションモデルのデータベース入力は、時間的な問題と社内の標準化作業などがあってすべてはできない。だから、そこから先は人間が行うことになる」(西野氏)
CADのシミュレーションが対応できるのは、モデリングされている状況までで、その先は人間が自ら作業しなければならない、という事情があるらしい。しかし、話を聞いていくうちに「応用がきく人間のほうが頭がいい」(佐藤氏)という意見が。
「機械のシミュレーションから出てきたエラーに対して、修正が必要なエラーか、状況から見て無視できるエラーかを判断するのは人間。CADは与えられた条件と得たデータでNGを出すだけ。人間はそこから考えてOKとなる条件を考え出すことができる」(佐藤氏)
「例えば、高さが干渉して入らないとCADが判断した場合、CADは平面的に配置を変更することしかできない。そうなると実装密度101%という答えが返ってくることになる。人間の場合は、メカの人間と設計の人間が相談して解決策を探ることができる」(西野氏)
「メカと設計とデザインの取り引き」という至極人間くさい過程を経て、チップのためのスペースが確保されたり、デザイン的な事情から基板のスペースがカットされたりしたようだ。この「空間の取り引き」の影響をうけて、開発の各段階で作成されるモックの筐体ラインも絶えず微妙に変化していったらしい。

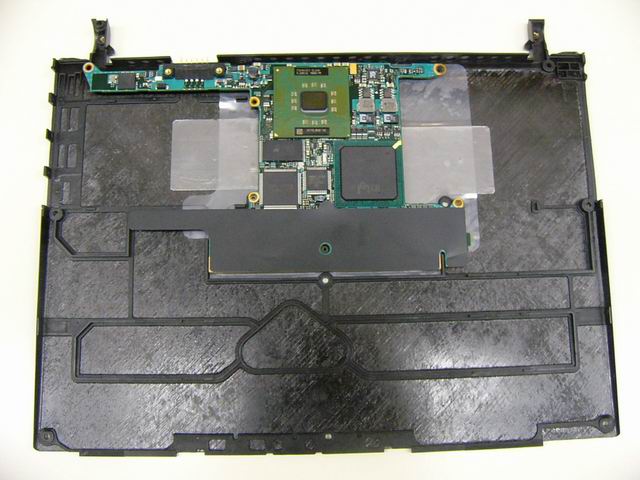
筐体内部のスペース変化の影響を大きく受けたのが筐体下部のサイドライン。これは製品モックの段階だが、バッテリーユニットからすぐに薄くなっていた製品版と異なり、中央部までなだらかに傾斜し、そこから段差を設けて前面の薄さを強調している
このような、「人間的な作業」によって生まれたMDサイズの基板だが、チップが実装されている部分は「理想的な基板形状」といわれる正方形に近い形になっている。
「ただ、チップの配置を考えると完全に理想的というわけではない。信号を同一時間に到達させたい場合は、円周上に配置するのがベスト。X505は両面にチップを貼り合わせるように配置しているので距離的に近くても微妙」(西野氏)
表裏の位置関係でチップを実装した場合、かえって距離の違いが大きくなってしまうケースも出てしまうらしいが、「配線にかなり苦しんで」(西野氏)その問題を解決したそうだ。
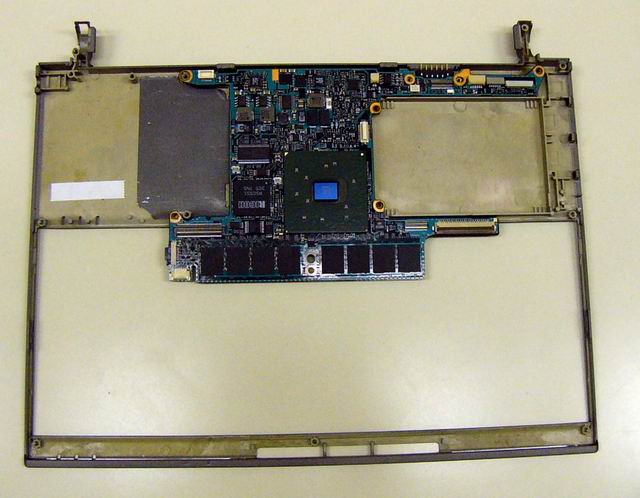
筐体に基板をセット。メモリモジュールがキーボード面に飛び出しているが、この部分はCADの計算でエラーとなってはじかれていた
実物を見てもにわかに信じがたいMDサイズの基板だが、さらに小型化は進むのだろうか。「10年以内にこの2/3は実現しますか」という記者の質問に、辛島氏は「いや、そこまで待たなくても出てきますよ」と、こともなげに答えてくれた。
小型化の実現で問題になっているのは、やはり「熱」。空冷、水冷といった強制冷却は「このサイズでは難しい」(辛島氏)という状況らしい。
「X505で使ったグラファイトシートはいい素材で、これで材質を選べば、もう少し冷却効果を高くすることができるだろう」(辛島氏)
キーボードや液晶パネルのサイズを考えると、筐体の劇的な小型化はそれほど必要ないかもしれない。しかし、基板のさらなる小型化が進んだとき、そのスペースを使ってインタフェースや内蔵機能がより充実したエクストリームの後継が姿を現すかもしれない。
関連記事
関連リンク
[長浜和也, ITmedia]
Copyright © ITmedia, Inc. All Rights Reserved.
前のページ | 2/2 | 最初のページ
![]()
ITmediaはアイティメディア株式会社の登録商標です。