伝統工芸と現代量産技術の合わせ技!――南部鉄器の羽釜はこうして作られる:滝田勝紀の「白物家電、スゴイ技術」(3/3 ページ)
» 2015年08月14日 06時00分 公開
[滝田勝紀,ITmedia]
工程06:鉄に残ったバリをグラインダーで削り取る
切削加工を行うNC(数値制御)旋盤機械を使う前工程として、鋳物に残ったバリのような部分をグラインダーで削り取る。3.5合炊きのモデルの内釜は約1.1キログラムだが、この工程で削り取った時点ではまだ約5キログラムもの重さがある。
 グラインダーに押し付け、バリを取る。大量の火花が飛び散るので工員はここでも顔にマスクを装着するなど完全防備
グラインダーに押し付け、バリを取る。大量の火花が飛び散るので工員はここでも顔にマスクを装着するなど完全防備 バリがきっちり取り去られた鋳物
バリがきっちり取り去られた鋳物工程07:鉄を規定の重量の羽釜の形状にまで切削する
NC旋盤機械で鋳物を切削し、羽釜形状にする。成形時に用いた油を落とし、キレイにしてから計量する。規定重量の2%以下の精度が求められる。目視で巣が出ていないことを確認して工程が完了する。
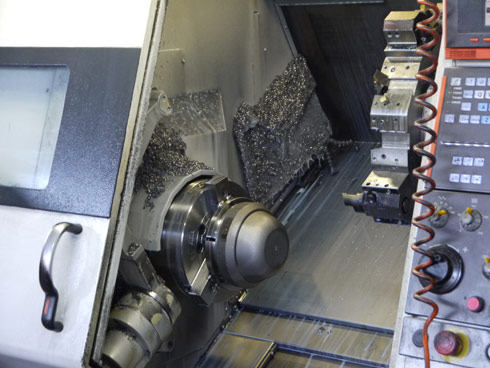 「NC旋盤」という工作機械。釜を回転させながら刃物で削っていく。切削油を大量にかけながら切削することで、刃と釜のすべりをよくして精度を高める
「NC旋盤」という工作機械。釜を回転させながら刃物で削っていく。切削油を大量にかけながら切削することで、刃と釜のすべりをよくして精度を高める 最後に仕上がった内釜の原型の重さはチェック。ここで誤差が規定重量の2%以下であれば合格品となり、その後の塗装やコーティングなどの工程へと送られる
最後に仕上がった内釜の原型の重さはチェック。ここで誤差が規定重量の2%以下であれば合格品となり、その後の塗装やコーティングなどの工程へと送られる水沢鋳工所の及川勝比古社長は、「ここまで精度を高めるのは一朝一夕ではできません。最初、この話をいただいて設計図などを見た時には、正直(生産を請け負うのは)厳しいのではないかとさえ思いました。ただ、これまでどこも実現したことがないものにチャレンジするのも、われわれの使命だと考え、やってみることにしました」と振り返る。しかし、製造を始めたばかりの4年前は歩留まり率が予想以上に悪く、「半分近くがロス」という厳しい状況だったという。
このまま続けていては会社の経営にすら関わる状況だったが、現場の工員たちは根気よく生産するための技術を磨いていく。「象印マホービンの方々の情熱も手伝って、今では歩留まり率を非常に高い数値にまで引き上げることができました」(及川氏)。
関連記事
 国内だから実現できたスゴイ製造技術――バルミューダ「GreenFan Japan」の工場に潜入した
国内だから実現できたスゴイ製造技術――バルミューダ「GreenFan Japan」の工場に潜入した
昨年、発表されたバルミューダの扇風機「GreenFan Japan」。製品については、同社寺尾玄社長のインタビューととも紹介したが、今回はそのときに触れた“made in Japan”の心臓部である製造工場へ潜入。扇風機がどのように作られているのかリポートしよう。 “風の中津川”で生み出された“静かな扇風機”――三菱「SEASONS」
“風の中津川”で生み出された“静かな扇風機”――三菱「SEASONS」
三菱電機が14年ぶりに扇風機の新製品を発表した。その開発設計に携わったのが、同社内でさまざまな風製品の開発に関わり、“風の中津川”の異名を持つ中津川製作所。風の本質を知り尽くす製作所が見つめ直したDC扇風機「SEASONS」のスゴいところとは? 朝の食卓においしい革命を起こす?――「BALMUDA The Toaster」のヒミツ
朝の食卓においしい革命を起こす?――「BALMUDA The Toaster」のヒミツ
扇風機や空気清浄機など空調家電を進化させてきたバルミューダ。今度は“Hello kitchen!”を合い言葉に、調理家電を手がけるという。その第1弾が5月27日に発表された「BALMUDA The Toaster」だ。そのスゴい技術について、バルミューダの寺尾玄社長に聞いた。 象印、少量タイプの圧力IH炊飯ジャー最上位モデル「極め炊き」を発売
象印、少量タイプの圧力IH炊飯ジャー最上位モデル「極め炊き」を発売
象印マホービンは、南部鉄器の「極め羽釜」を採用した圧力IH炊飯ジャー「極め炊き」(NP-QS06)を8月21日に発売する。炊飯容量は3.5合。価格はオープンで市場想定価格は10万8000円前後(税別)。
関連リンク
Copyright © ITmedia, Inc. All Rights Reserved.
Special
PRアイティメディアからのお知らせ
SpecialPR
あなたにおすすめの記事PR
![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。